
|
Szczegóły Produktu:
|
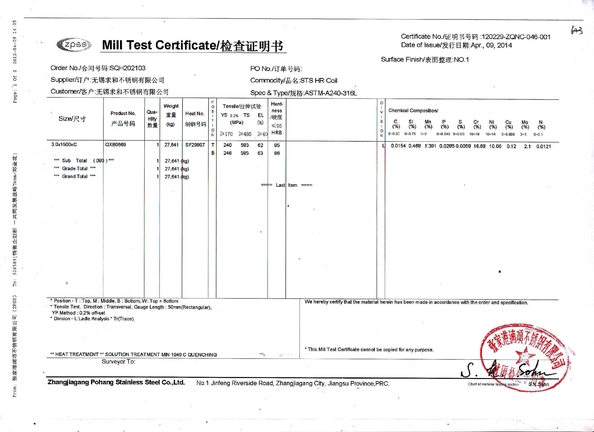
| Materiał: | Stal nierdzewna | Wykończeniowy: | Malowane proszkowo, chromowane |
|---|---|---|---|
| Używany z: | Kwiat / zielona roślina, sztuczny kwiat | Kształt: | Płaski talerz |
| Stosowanie: | Dekoracje ogrodowe, sadzenie kwiatów i roślin | Grubość: | 6-100 mm lub niestandardowe |
| Powierzchnia: | zgodnie z zapotrzebowaniem klienta | ||
| High Light: | Płyta ze stali nierdzewnej 1Cr17Ni2,płyta ze stali nierdzewnej 431 martenzytycznej,płyta ze stali nierdzewnej 1.4057 |
||
Osoba kontaktowa: Mr. Gao Ben
Tel: +86-18068357371
Faks: 86-0510-88680060





