|
Szczegóły Produktu:
|
| Stan: | Obróbka cieplna | Gatunek stali: | Stali stopowej |
|---|---|---|---|
| Stop czy nie: | Czy stop | Technika: | Walcowane na gorąco, kute, ciągnione na zimno |
| Aplikacja: | Pręt ze stali konstrukcyjnej, pręt ze stali narzędziowej, chemiczny | Standard: | ASTM, DIN, AISI, JIS |
| Kształt: | Okrągły | Obróbka powierzchniowa: | Czarny/Peeling/Polerowanie/Obrobiony |
| Średnica: | 12mm-650mm | Wymiary: | 5-900 MM |
| Obróbka cieplna: | Znormalizowane + Wyżarzone + Hartowane + Hartowane |
SAE 8620 jest zdefiniowana jako stal stopowa niskowęglowa, która zawiera 0,5% Cr, 0,2% Mo i 0,5% Ni jako wzmacniające składniki stopowe. Zwykle jest dostarczana w stanie wyżarzonym o twardości HB255max.
SAE 8620 ma dobrą odporność na zużycie przy twardości powierzchniowej HRC 60-63 po nawęglaniu, hartowaniu i odpuszczaniu. W porównaniu z gatunkami 8615 i 8617, wykazuje dobrą wytrzymałość rdzenia i wytrzymałość w typowym zakresie wytrzymałości na rozciąganie 700-1100 MPa, w małych do średniej wielkości sekcje.
SAE 8620 nadaje się do zastosowań wymagających połączenia wytrzymałości i odporności na zużycie.jest powszechnie stosowany w przemyśle inżynieryjnym i motoryzacyjnym do oprawek narzędziowych i innych tego typu komponentów.
Typowe zastosowanie: trzpienie, koła zębate, tuleje, wałki rozrządu, sworznie królewskie, zapadki, koła zębate, wały wielowypustowe itp.
| Formularz dostawy | Rozmiar (mm) | Proces | Tolerancja | |
| Okrągły | Φ6-Φ100 | Ciągnione na zimno | Jasny/Czarny | Najlepsze H11 |
| Φ16-Φ350 | Walcowane na gorąco | Czarny | -0/+1mm | |
| Obrane/mielone | Najlepsze H11 | |||
| Φ90-Φ1000 | Kute na gorąco | Czarny | -0/+5mm | |
| Szorstki Obrócony | -0/+3mm | |||
| Płaski/Kwadratowy/Blokowy | Grubość: 120-800 | Kute na gorąco | Czarny | -0/+8mm |
| Szerokość: 120-1500 | Obróbka zgrubna | -0/+3mm | ||
Uwaga: tolerancję można dostosować zgodnie z wymaganiami
| GATUNEK | C | Si | Mn | P | S | Cr | Mo | Ni |
| 8620 | 0,18-0,23 | 0,15-0,35 | 0,70-0,90 | ≤ 0,035 | ≤ 0,040 | 0,40-0,60 | 0,15-0,25 | 0,40-0,70 |
| Gęstość g/cm3 | 7,85 |
| Temperatura topnienia Stopnie F | 2600 |
| Współczynnik Poissona | 0,27-0,30 |
| Obrabialność (AISI 1212 jako 100% obrabialności) | 65% |
| Rozszerzalność cieplna (20ºC)(ºC ˉ ¹) | 12.2*10^-6 |
| Ciepło właściwe J/(kg*K) | 477 |
| Przewodność cieplna W/(m*K) | 46,6 |
| Rezystywność elektryczna Ohm*m | 2,34*10^-7 |
Typowe właściwości mechaniczne rdzenia – nawęglany i hartowany w oleju w temperaturze 840 °C
| Rozmiar sekcji | 11mm | 30mm | 63mm |
| Wytrzymałość na rozciąganie Mpa | 980-1270 | 780-1080 | 690-930 |
| Wydajność Mpa | ≥785 | ≥590 | ≥490 |
| Wydłużenie % | ≥9 | ≥10 | ≥11 |
| Uderzenie Charpy'ego J | ≥41 | ≥41 | ≥41 |
| Twardość HB | 290-375 | 235-320 | 205-275 |
| Twardość HRC | 31-41 | 23-35 | 16-29 |
| Odległość od hartowanego końca mm | 1,5 | 3 | 5 | 7 | 9 | 11 | 13 | 15 | 20 | 25 | 30 | 35 | 40 |
| HRC Min | 41 | 37 | 31 | 25 | 21 | – | – | – | – | – | – | – | – |
| HRC maks. | 48 | 47 | 43 | 39 | 35 | 32 | 30 | 29 | 26 | 24 | 23 | 23 | 23 |
Nie określono wartości twardości poniżej 20HRC.
Temperatura kucia powinna być przeprowadzana w zakresie 925 ℃ -1230 ℃, AISI 8620 ma niską zawartość węgla, który jest mniej podatny na pękanie niż stale średnio lub wysokowęglowe, dzięki czemu może być szybciej podgrzewany i chłodzony. Czas wygrzewania w temperaturze kucia powinien wynosić jak najkrótszy, aby uniknąć silnego złuszczania i nadmiernego wzrostu ziarna. Im niższa temperatura zakończenia kucia, tym drobniejszy rozmiar ziarna. Nie kuć poniżej minimalnej temperatury kucia 850°C. Stop ten należy schłodzić w piasku.
Normalizacja służy do udoskonalenia struktury odkuwek, które mogły ostygnąć nierównomiernie po kuciu, i są uważane za obróbkę kondycjonującą przed utwardzaniem powierzchniowym. Temperatura normalizacji dla stali AISI 8620 powinna być przeprowadzana w zakresie 900 ℃ -925 ℃.utrzymać odpowiedni czas na dokładne ogrzanie stali w celu zakończenia przemiany ferrytu w austenit. Schłodzić w nieruchomym powietrzu. Ta obróbka jest uważana za kolejną metodę poprawy skrawalności.
Pełne wyżarzanie jest zalecane dla AISI 8620 przed obróbką, AISI 8620 należy przeprowadzać w temperaturze nominalnej 820 ℃ -850 ℃, utrzymywać odpowiedni czas na dokładne nagrzanie stali, a następnie schłodzenie pieca.
Po rafinacji rdzenia podgrzej temperaturę do 780oC – 820oC, utrzymuj odpowiedni czas na dokładne ogrzanie stali i hartuj w oleju. Odpuszczaj jak najszybciej po hartowaniu.
Ruszenie jest zwykle przeprowadzany w celu złagodzenia naprężeń z procesu hartowania, poprawi wytrzymałość zarówno obudowy, jak i rdzenia, przy niewielkim zmniejszeniu wytrzymałości rdzenia i twardości obudowy. Podgrzej stal AISI 8620 do 150oC – 200oC zgodnie z wymaganiami, utrzymuj wystarczająco dużo czasu, aż temperatura będzie jednolita w całym przekroju, moczyć przez 1-2 godziny na 25 mm przekroju i schłodzić w nieruchomym powietrzu.
Nawęglanie opakunkowe, solne lub gazowe w temperaturze 900oC – 925oC, utrzymując wystarczającą ilość czasu, aby uzyskać wymaganą głębokość obudowy i zawartość węgla, a następnie odpowiedni cykl hartowania i odpuszczania w celu optymalizacji właściwości obudowy i rdzenia.
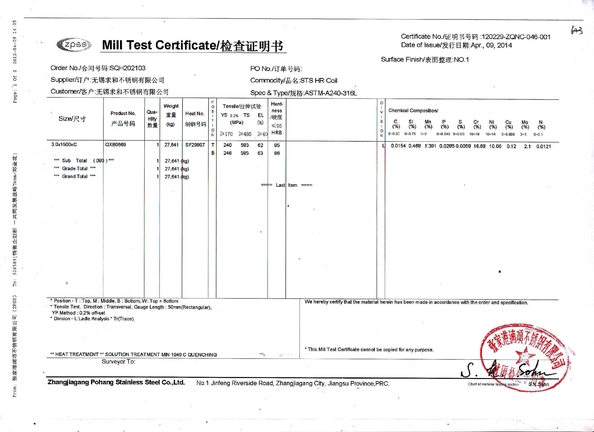
SAE 8620 Raport MTC
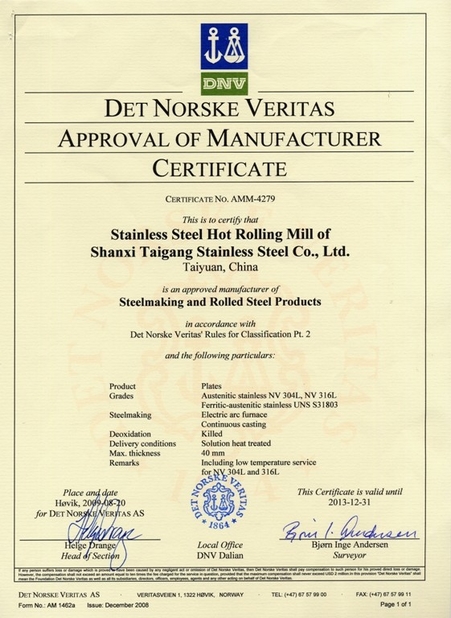
Raport z testów TUV
![]()
![]()
Osoba kontaktowa: Mr. Gao Ben
Tel: +86-18068357371
Faks: 86-0510-88680060