Nitrurowanie stali DIN 1.8519 / 31CrMoV9 Stopiona stalowa sztabka do prętów tłokowych Czarna i jasna powierzchnia
| Klasa: |
31CrMoV9 |
| Numer: |
1.8519 |
| Klasifikacja |
Stal nitryzowana |
| Standardowy: |
| EN 10085: 2001 Nitryzacja stali. Techniczne warunki dostawy |
|
| Równoważne klasy: |
Brak informacji |
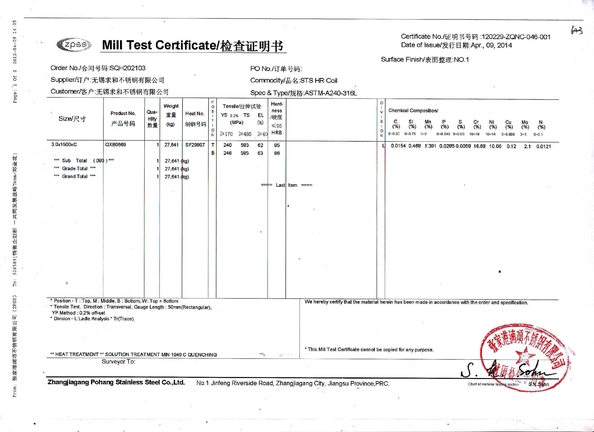
Skład chemiczny % stali 31CrMoV9 (1.8519): EN 10085-2001
| C |
Tak. |
Mn |
P |
S |
Kr |
Mo. |
V |
| 0.27 do 0.34 |
maksymalnie 0.4 |
0.4 - 0.7 |
maksymalnie 0.025 |
maksymalnie 0.035 |
2.3 - 2.7 |
0.15 - 0.25 |
0.1 - 0.2 |
Właściwości mechaniczne stali 31CrMoV9 (1.8519)
| Gęstość nominalna (mm): |
16 - 40 |
40 - 100 |
100 - 160 |
160 - 250 |
| Rm - wytrzymałość na rozciąganie (MPa) (+QT) |
1100-1300 |
1000-1200 |
900-1100 |
850-1050 |
| Gęstość nominalna ((mm): |
16 - 40 |
40 - 100 |
100 - 160 |
160 - 250 |
| Rp0,2 0,2% wytrzymałość przeciwprężna (MPa) (+QT) |
900 |
800 |
700 |
650 |
| KV - energia uderzenia (J) (+QT) |
+20°
25-40 |
| Gęstość nominalna (mm): |
16 - 40 |
40 - 100 |
100 - 160 |
160 - 250 |
| A - Min. wydłużenie przy pęknięciu (%) (+QT) |
9 |
10 |
11 |
12 |
| Twardość Brinella (HB): (+A) |
248
|
Właściwości mechaniczne
| Zdrowie |
Minimalna wytrzymałość wytrzymałości / Minestwert der oberen Streckgrenze / Limite d elasticite minimale |
| Rm |
Siła na rozciąganie / Zugfestigkeit / Opór trakcyjny |
| A |
Minimalne wydłużenie / Minestwert der Bruchdehnung / Minimalne wydłużenie |
| J |
Badanie uderzenia w cios / Kerbschlagbiegeversuch / Essai de flexion par choc |
Warunki obróbki cieplnej
| +A |
Węgiel |
| +AC |
Węglowodory, włączając w to: |
| +AR |
W rodzaju walcowanych |
| +AT |
Roztwór wygrzany |
| +C |
Wciągnięte na zimno / twarde |
| +CR |
Wrolowane na zimno |
| +FP |
Obdawane strukturą ferrytu-perlitu i zakresem twardości |
| +I |
Gotowanie izotermiczne |
| +LC |
Wciągnięte na zimno / miękkie |
| +M |
Walcowanie termomechaniczne |
| +N |
Normalizacja |
| +NT |
Normalizacja i hartowanie |
|
| +P |
Opady zatwardziały |
| +PE |
Oczyszczone |
| +QA |
Powietrze ugaszone i hartowane |
| +QL |
Węglowodany |
| +QT |
Węgiel, węgiel, węgiel, węgiel, węgiel, węgiel |
| +S |
Zleczone w celu poprawy możliwości obcinania |
| +SH |
Jak zwalony i obrócony |
| +SR |
Wciąganie na zimno i łagodzenie napięcia |
| +T |
Zmiany |
| +TH |
Obrobione do zakresu twardości |
| +WW |
Robione ciepło |
| +U |
Nieleczone |
|
Właściwości mechaniczne w stanie ugaszonym i hartowanym
Wykonanie kształtowania
Temperatura formowania na gorąco: 1050-850oC.
Wykorzystanie maszyny
Brak danych.
Właściwości mechaniczne
1.8519, DIN 31CrMoV9 Właściwości mechaniczne, Nasza produkcja całkowicie zgodnie z 1.8519, DIN 31CrMoV9 do spełnienia 1.8519, DIN 31CrMoV9 wydajność mechaniczna, może również zgodnie z życzeniem klienta, aby spełnić wymagania klientów 1.8519, DIN 31CrMoV9 właściwości mechanicznych.
Obróbka cieplna
1.8519, DIN 31CrMoV9 Obróbka cieplna, Nasza produkcja całkowicie zgodnie z 1.8519, DIN 31CrMoV9 do spełnienia 1.8519, DIN 31CrMoV9 Obróbka cieplna, może również zgodnie z życzeniem klienta, aby spełnić wymagania klientów 1.8519, DIN 31CrMoV9 Obróbka cieplna.
Pozostałe urządzenia
1.8519, DIN 31CrMoV9 Machining, Nasza produkcja całkowicie zgodnie z 1.8519, DIN 31CrMoV9 do spełnienia 1.8519, DIN 31CrMoV9 Machining, może również zgodnie z życzeniem klienta, aby spełnić wymagania klientów 1.8519, DIN 31CrMoV9 Obróbka.
Wydajność spawania
1.8519Nasza produkcja jest zgodna z normą 1.8519, DIN 31CrMoV9 do spełnienia 1.8519, DIN 31CrMoV9 Wydajność spawania, może również zgodnie z życzeniem klienta, aby spełnić wymagania klientów 1.8519, DIN 31CrMoV9 Wydajność spawania.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków! Polish
Polish