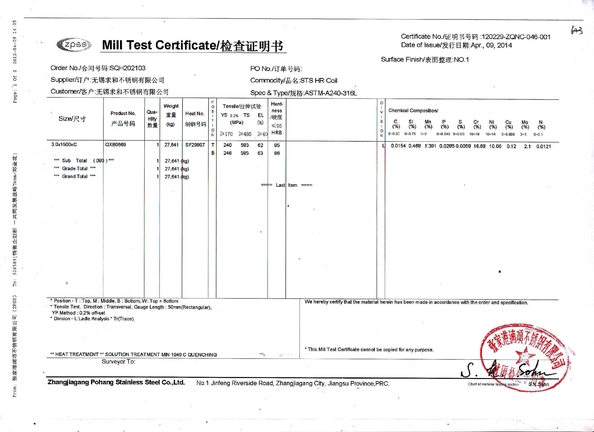
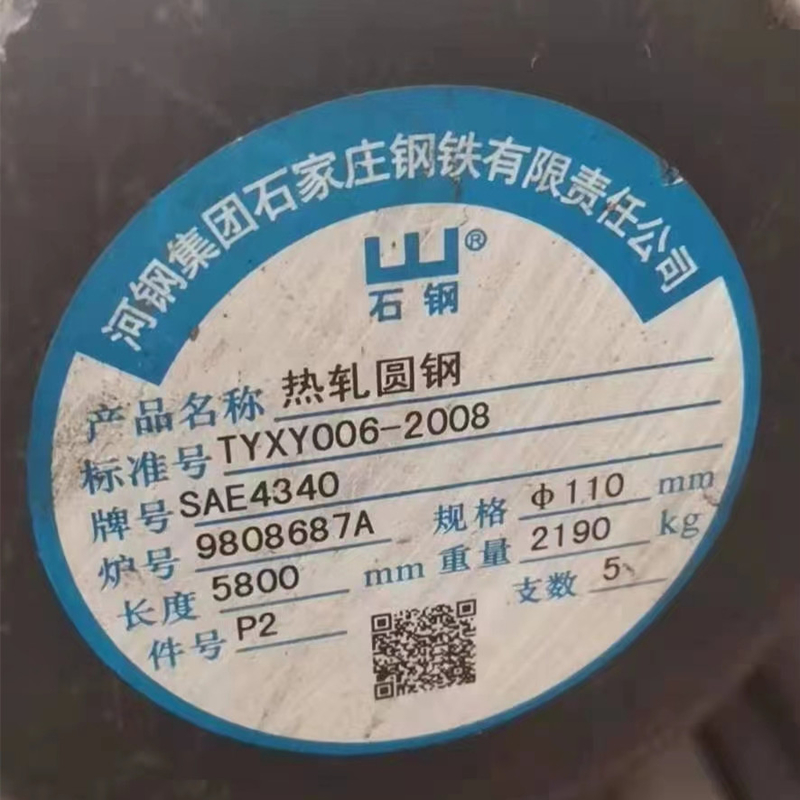
STAL STOPOWA AISI / SAE 4340
| ANALIZA CHEMICZNA |
| C% |
Węgiel 0,38 – 0,43 |
| Mn% |
Mangan 0,6 – 0,8 maks. |
| P% |
Fosfor 0,035 maks. |
| S% |
Siarka 0,040 maks. |
| Si% |
Krzem 0,15 – 0,3 |
| Ni% |
Nikiel 1,65 – 2,0 |
| Cr% |
Chrom 0,7 – 0,9 |
| Mies.% |
Molibden 0,2 – 0,3 |
OGÓLNA CHARAKTERYSTYKA STALI STOPOWEJ 4340
4340 to stal stopowa niklowo-chromowo-molibdenowa znana ze swojej ciągliwości i zdolności do osiągania wysokich wytrzymałości w stanie po obróbce cieplnej.Posiada bardzo dobrą odporność na zmęczenie.
Stop ten, 4340, może być poddawany obróbce cieplnej do wysokich poziomów wytrzymałości, przy zachowaniu dobrej wiązkości, odporności na zużycie i wytrzymałości zmęczeniowej, w połączeniu z dobrą odpornością na korozję atmosferyczną i wytrzymałością.
APLIKACJE
Samoloty komercyjne i wojskowe, systemy samochodowe, kute hydrauliki i inne zastosowania w obrabiarkach, kute stalowe wały korbowe.
KUCIE
Kucie powinno odbywać się w temperaturze od 1230 do 980 º C.Części należy powoli schładzać po kuciu w popiele lub piasku itp.
OBRÓBKA CIEPLNA
Obróbka cieplna po kuciu jest przeprowadzana w celu nadania stali odpowiedniej do obróbki skrawaniem i spełnienia granic właściwości mechanicznych określonych dla poszczególnych zastosowań stali.Istnieje kilka sposobów obróbki cieplnej danej części stalowej i tylko poprzez praktykę można określić optymalną temperaturę i warunki.Poniższe informacje należy traktować wyłącznie jako wskazówki.
WYŻARZANIE
Aby uzyskać strukturę perlityczną na niektórych częściach do obróbki skrawaniem, 4340 należy wyżarzać w temperaturze nominalnej 1525ºF (830ºC), schładzając do 1350ºF (730ºC) i schładzając piec do 1130ºF (610ºC). ) z szybkością 20 º F (11 º C) na godzinę, a następnie chłodzenie powietrzem.Proces ten, znany jako wyżarzanie pełne, jest bardzo czasochłonny, ponieważ obejmuje powolne chłodzenie w całym zakresie temperatur od temperatury austenityzacji do temperatury znacznie niższej od temperatury, w której przemiana jest zakończona.
Uzyskanie struktury sferoidyzowanej w gatunku 4340 wymaga austenityzacji w temperaturze 1380ºF (750ºC), schłodzenie pieca do 1300ºF (705ºC), a następnie do 1050ºF (565ºC) z szybkością 5ºF (3 º C) na godzinę.Ta struktura prawdopodobnie zapewni lepszą skrawalność niż gruboziarnista struktura perlitu lamelarnego uzyskana w procesie pełnego wyżarzania.
NORMALIZACJA
Proces ten definiuje się jako ogrzewanie stali do temperatury powyżej temperatury przemiany ferrytu w austenit, a następnie schłodzenie w powietrzu do temperatury znacznie niższej od tej temperatury przemiany.Obróbkę można przeprowadzić na wyrobach kutych jako obróbkę kondycjonującą przed końcową obróbką cieplną.Normalizacja służy również do udoskonalenia struktury odkuwek, które mogły ostygnąć nierównomiernie podczas operacji kucia.Nominalna temperatura normalizująca dla gatunku 4340 wynosi 1500 ° F (815 ° C), ale doświadczenie produkcyjne może wymagać temperatury 50 ° F (10 ° C) powyżej lub poniżej tej temperatury..Z reguły podczas normalizacji odkuwek przed, powiedzmy, nawęglaniem lub hartowaniem i odpuszczaniem, stosuje się górny zakres temperatur normalizacyjnych.Gdy normalizacja jest końcową obróbką cieplną, stosuje się niższy zakres temperatur.
UTWARDZANIE
Ta obróbka cieplna powoduje powstawanie martenzytu po hartowaniu, co powoduje wzrost twardości i wytrzymałości na rozciąganie.Zakres temperatur 1500 – 1550 º F (815 – 845 º C) to normalna temperatura austenityzowania dla bezpośredniego hartowania gatunku 4340.Hartowanie w oleju jest zwykle stosowane dla 4340, ponieważ hartowność stopu jest odpowiednia dla tej metody hartowania.
RUSZENIE
Odpuszczanie przeprowadza się w celu zmniejszenia naprężeń z procesu hartowania, ale przede wszystkim w celu uzyskania właściwości mechanicznych wymaganych do ostatecznego zastosowania.Rzeczywista temperatura odpuszczania zostanie dobrana tak, aby spełniała wymagane właściwości iw wielu przypadkach będzie to kwestia prób i błędów.
Ten gatunek 4340 może być również utwardzany przez azotowanie lub hartowanie płomieniowe lub indukcyjne.
OBRABIALNOŚĆ
Gatunek ten jest łatwo podatny na obróbkę mechaniczną, przy czym najlepiej zalecana jest gruboziarnista struktura perlityczna lamelarna lub struktura sferoidalna, w zależności od wielkości przekroju i złożoności oraz ilości obróbki, która ma być wykonana.Jeżeli istnieją wątpliwości co do przydatności jakiejkolwiek innej struktury, to w obróbce cieplnej należy dążyć do uzyskania struktury sferoidalnej.
SPAWALNICZY
Gatunek ten jest łatwo spawany w stanie wyżarzonym, ale w miarę możliwości należy unikać spawania w stanie utwardzonym i odpuszczonym ze względu na wpływ na właściwości mechaniczne.Nie zaleca się spawania w warunkach azotowania lub hartowania płomieniowego lub indukcyjnego.


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków! Polish
Polish