Zmodyfikowany pręt okrągły ze stali nierdzewnej 316L Jasny słupek niski Si, stal nierdzewna wysokiej Mo dla roślin mocznikowych
Stal 316Lmod mocznika (1.4435,18-14-3)
UREA 316L Zmodyfikowana gatunek został specjalnie opracowany do zastosowań w instalacjach mocznika. Jest to stal nierdzewna modyfikowana 316L z wyjątkowo niską zawartością krzemu i znacznie wyższą zawartością molibdenu.
Niska zawartość węgla w połączeniu z dobrze zbilansowaną chemią (niska zawartość krzemu i niklu bliska 14%) sprawia, że stop jest całkowicie austenityczny, wolny od wydzieleń fazy międzymetalicznej. Poziom ferrytu jest utrzymywany poniżej 0,5% w procesach wyżarzania i hartowania w wodzie.
Stop został zaprojektowany z myślą o lepszych właściwościach odporności na korozję w środowisku Urea-Carbonate.
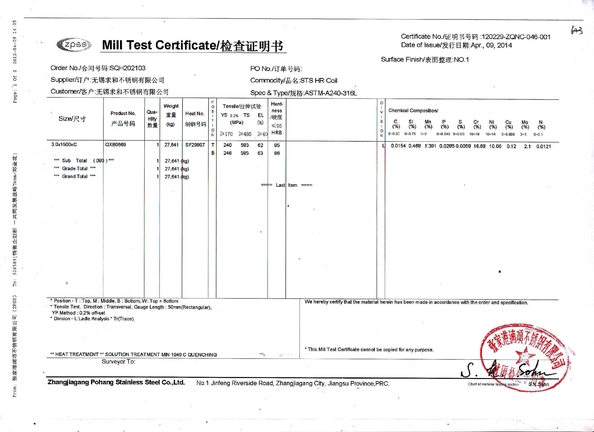
Typowa chemia materiałów wypełniających do zastosowania jest następująca
Cr Ni Mo Mn N
20% 16% 3% 6,5% 0,2%
EN 10088 / EN 10028 ......... X2 Cr Ni Mo 18-14-3 - 1.4435
AFNOR ................................ Z3 CND 18.14.03
DIN ...................................... W.Nr 1.4435
ASTM. ............................... 316L zmodyfikowany
Alloy CLI UREA Modified to w pełni austenityczna stal nierdzewna, której zawartość ferrytu jest gwarantowana poniżej 0,5% po obróbce cieplnej wyżarzania w roztworze (1120-1180C (2048-2156F) / woda chłodzona). Zawartość węgla jest utrzymywana na niskim poziomie, podczas gdy produkcja stali jest zoptymalizowana w celu poprawy właściwości czyszczących stali. Stop jest przeznaczony do zastosowań mocznikowych (niska zawartość węgla i krzemu).
Typowe maksymalne wyniki korozji wymagane po różnych specyfikacjach po testach Huey (ASTM A262 C - pięć okresów 48 h) to: maksymalna utrata masy ciała mniejsza niż 3,3 μm / 48 h (ª 130 mg / dm² na 24 h.), Z maksymalna głębokość dla mikropęknięć 200 μm w kierunku długim i 70 μm w kierunku poprzecznym.
Formowanie na gorąco
Formowanie na gorąco powinno być wykonywane w zakresie temperatur 1200-950 ° C (2732- 1742 ° F) po jednostajnym obrobieniu cieplnym. Konieczna jest ostateczna, pełna renaturacja, aby uzyskać żądaną mikrostrukturę. Przeprowadzi się go w temperaturze 1120-1180 ° C (2048-2156 ° F), po czym nastąpi hartowanie w wodzie.
Formowanie na zimno
Ze względu na w pełni austenityczną mikrostrukturę stop można formować na zimno bez żadnych problemów. Wyższa zawartość molibdenu i zachowanie stali w hartowaniu na zimno wyjaśnia, że może wymagać mocniejszych urządzeń niż stal nierdzewna 304.
Marynowanie
Klasa UREA Modified musi być używana w warunkach marynowania i pasywacji. Wytrawianie można prowadzić za pomocą kąpieli z kwasem azotowodorowym (10-20% HN03 - 1,5-5% HF) w temperaturze pokojowej (kilka godzin) lub 20 minut w przybliżeniu. w 60 ° C (140 ° F). Można również użyć 10-20% H2SO4 - 1,5-5% kąpieli trawiącej HF.
Alloy UREA Modified można spawać z większością procesów spawalniczych: spawanie TIG, plazmowe, MIG, a także procesy SMAW, SAW lub FCAW.
Stop jest wrażliwy na zjawisko pękania na gorąco ze względu na w pełni austenityczną mikrostrukturę.
Spoiny należy wykonywać w celu uzyskania wyjątkowo niskiej zawartości ferrytu, bez wytrącania węglików lub azotków, niskiej zawartości krzemu, jak również bez wydzielania faz międzymetalicznych.
Należy wziąć pod uwagę produkty o wyższej zawartości manganu.
Używaj podstawowych powlekanych elektrod lub topników, aby zmniejszyć podatność na pękanie na gorąco. Dopływ ciepła powinien być ograniczony do 1,5 kJ / mm, a temperatura międzywarstwowa utrzymywać poniżej 150C (302F).
Typowe wyniki testów korozyjnych w roztworze testowym Hueya - ASTM A262-C są następujące:
maksymalna utrata masy 3,3 μm / 48 h - 0,54 g / m² h przy selektywnym ataku poniżej 200 μm.
Szczegóły Produktu


Pakowanie i wysyłka 


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków! Polish
Polish