Materiały
Materiał ze stali do budowy statków ze stali węglowej i stopowej, kompatybilny z lutowaniem o wysokiej wytrzymałości, w niskiej temperaturze i wysokim napięciu cieplnym.
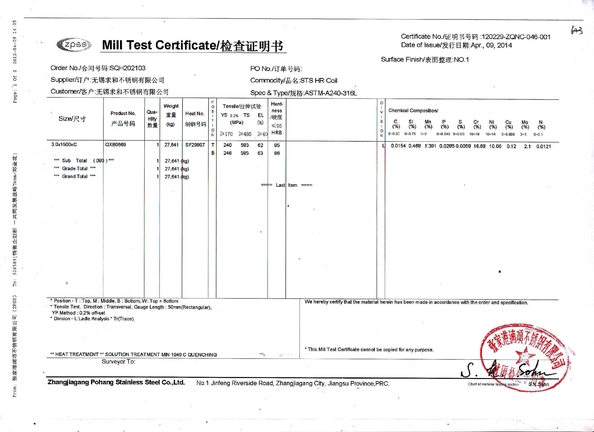
Standardy budowy statków z różnych krajów
Blachy okrętowe produkowane są na podstawie zatwierdzonych metod produkcji towarzystw klasyfikacyjnych w różnych krajach, dotyczy to stali przybrzeżnych i okrętowych.
- ABS (American Bureau of Shipping)
- BV (Bureau Veritas)
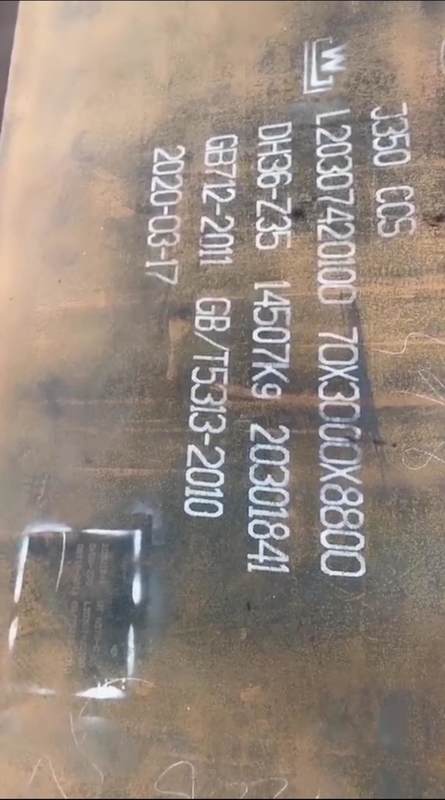
- CCS (China Classification Society)
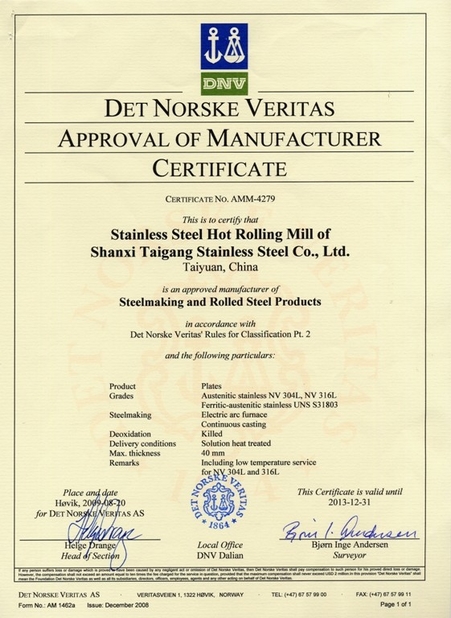
- DNV (Det Norske Veritas)
- GL (Germanischer Lloyd)
- HR (Hellenic Register of Shipping)
- KR (koreański rejestr wysyłek)
- LR Wcześniejsze(Lloyd's Register of Shipping)
- NK (Nippon Kaiji Kyokai)
- RINA (Registro Italiano Navale)
- RS (indyjski rejestr wysyłek)
Gatunki: A, B, D, E, AH32 / 36/40, DH32 / 36/40, EH32 / 36/40
Ze względu na granicę plastyczności blachę stoczniową można podzielić na następujące klasy:
- Stal klasy A to siła uderzenia poddawana normalnej temperaturze (20 ° C).
- Siła uderzenia w stal klasy B przy 0 ° C.
- Siła uderzenia w stal klasy D przy -20 ° C.
- Siła uderzenia w stal klasy E przy -40 ° C.
- Blachę stalową o wysokiej wytrzymałości do budowy statków można dalej podzielić na: AH32, DH32, EH32;AH36, DH36, EH36 oraz AH40, DH40, EH40.
1. Klasy ogólne A, B, D i E rozróżnia się na podstawie temperatury uderzenia stali.Wartości udarności wszystkich gatunków stali są takie same.
2. Wymagania dotyczące wstępnego podgrzewania stali konstrukcji kadłuba o wysokiej intensywności: Dla wszystkich płyt AH, DH, EH o grubości większej niż 30 mm, połączenia doczołowe, należy podgrzać do 120 ~ 150 ° C przed spawaniem.
3. Dla grubości płyty ≤ 30 mm, temperatura otoczenia jest poniżej 5 ° C, podgrzana do 75 ° C;Temperatura otoczenia poniżej 0 ° C, podgrzana do 75 ~ 100 ° C.
Zakres wymiarów
Zakres grubości: 5 mm - 150 mm
Zakres szerokości: 1500 mm - 3900 mm
Zakres długości: 6 m, 12 m, zwoje
Obróbka powierzchniowa
Z malowaniem antykorozyjnym.
C (węgiel) jest niezbędnym elementem wzmacniającym w stali, ale wzrost zawartości C zmniejsza udarność stali w niskich temperaturach i pogarsza spawalność stali.Dlatego konieczne jest kontrolowanie zawartości C w stali.
Zgodnie z doświadczeniem w produkcji stali zawierającej glin, aby zapewnić zawartość aluminium w stali i płynność roztopionej stali, metoda odtleniania wstępnego polega na ścisłej kontroli zawartości węgla w punkcie końcowym i stopowaniu wielkogabarytowy stop do kontroli utleniania stopionej stali.Sposób dodawania aluminium.
Aby zapewnić dobrą udarność gatunku stali w niskich temperaturach, podczas walcowania blachy okrętowej klasy 355 MPa stosuje się ściśle kontrolowany proces walcowania typu II.
Przetwarzanie dla różnych klas
Klasa A i B.
Ogólna wytrzymałość blach stalowych klasy A i B do budowy statków może spełniać wymagania procesu i właściwości mechaniczne poprzez zwykłe walcowanie, więc proces produkcji jest stosunkowo prosty.
Klasa D, E (DH32, DH36, EH 32, EH 36)
Płyty stalowe klasy D i E (w tym AH32 / 36, DH32, DH36, EH32, EH36) stosowane w przemyśle stoczniowym wymagają dobrej udarności w niskich temperaturach i dobrych parametrów spawania.Produkcyjną, wysokowytrzymałą blachę stalową dla przemysłu stoczniowego należy znormalizować za pomocą kontrolowanego walcowania i kontrolowanego chłodzenia lub obróbki cieplnej z bardziej kompletnym wyposażeniem.Jednocześnie wymagana jest wysoka czystość wewnętrzna stali w dostarczanych kęsach, zwłaszcza zawartość S, P, N, 0 i H w stali powinna być ściśle kontrolowana.
Dodano elementy ze stopu w celu zwiększenia wytrzymałości
Aby zapewnić działanie płyt okrętowych o wysokiej wytrzymałości, przyjęto technologię mikrostopów.Dodanie do stali Nb, V, Ti i innych pierwiastków stopowych, w połączeniu z kontrolowanym procesem walcowania, pozwala na rozdrobnienie ziarna i poprawę ciągliwości.
Kierunek rozwoju dla płyty stoczniowej
Wysoka wytrzymałość, wysoka specyfikacja, duża skala i bezpieczeństwo statku oraz zmiany w specyfikacji powłok, popyt na zwykłe panele klasy A jest stopniowo zmniejszany, a popyt na panele o wysokiej wytrzymałości rośnie, który koncentruje się na dużych statkach szerokości 5m.Płyta, specjalna gruba płyta okrętowa o grubości 200-300 mm.

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków! Polish
Polish